
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398

联系人:陈总
手机: 13515154398
传真: 0523-80931188
网址:http://www.hgsk.com
地址:泰州姜堰华港镇龙溪工业园区

数控车床出产厂家建议您加工时找出发生共振的工件,定制加工中心机床改动频率,避免再次发生共振;重新考虑加工工艺,编制合理的程序;步进电机中的加工速率F不能设置过大;替换同步带;确定机床装置牢固,放置平稳,查看拖板是否过紧,间隙增大或刀架松动等。加工中心机床报价另一个问题便是工件加工时的工序发生变化,但其它工序尺度。导致这种情况呈现的原因是这段程序参数不合理,不在预定轨道内,变成格局不契合说明书要求等。处理措施相对简单,查看螺纹程序段是否呈现乱码,或螺距不对,重新编制这段的程序。

严禁把超重、超长的刀具装入刀库,防止在机械手换刀时掉刀或刀具与工件、夹具等发生碰撞。顺序选刀方式必须注意刀具放置在刀库中的顺序要正确,其他选刀方式也要注意所换刀具是否与所需刀具一致,定制加工中心机床防止换错刀具导致事故发生。用手动方式往刀库上装刀时,要确保装到位,装牢靠,并检查刀座上的锁紧装置是否可靠。加工中心机床报价经常检查刀库的回零位置是否正确,检查机床主轴回换刀点位置是否到位,发现问题要及时调整,否则不能完成换刀动作。

数控卧式加工中心的导轨采用款包容窄导向的设计原则,导轨淬火磨削,硬度可达hrc52以上,与其相配的导轨面贴塑,并采用间歇集中润滑,机床运动平稳,精度保持性好。定制加工中心机床数控转台为连续分度,采用德国进口INA平板式推力向心球轴承,以保证良好的传动刚性与优化的减震性能,加工中心机床报价极大的改善了传动系统的动态刚性,可实现15m/min快速移动速度。

程序设计有绝对程序设计和相对程序设计。定制加工中心机床相对编程是指以每一直线段的起点作为加工轮廓曲线的坐标原点所确定的坐标系。也就是说,相对规划的坐标原点经常发生变化,当位移连续时,不可避免地会出现累积误差。绝对编程是在整个加工过程中,有相对统一的基准点,即坐标原点,所以累积误差小于相对编程。当NC车削工件时,加工中心机床报价工件的径向尺寸精度一般高于轴向尺寸。因此,在编程时,最好对径向尺寸采用绝对编程。考虑到加工和编程的方便性,轴尺寸通常采用相对编程,但对于轴的重要尺寸,绝对编程比较好。

加工精度高,具有稳定的加工质量;可进行多坐标的联动,能加工形状复杂的零件;加工零件改变时,定制加工中心机床一般只需要更改数控程序,可节省生产准备时间;机床本身的精度高、刚性大,可选择有利的加工用量,生产率高(一般为普通机床的3~5倍);机床自动化程度高,加工中心机床报价可以减轻劳动强度;对操作人员的素质要求较高,对维修人员的技术要求。
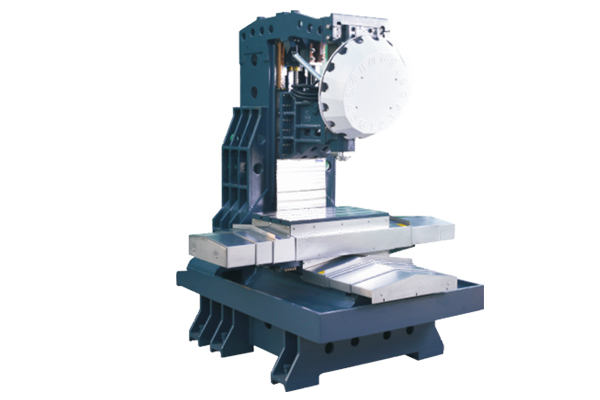
卧式加工中心的类型多样的局形式随卧式和立式、工作台做进给运动和轴箱进给运动的不同而不同,但从总体来看,不外乎由基础部件、主轴部件、数控系统、自动换刀系统、自动交换托盘系统和辅助系统几大部分构成。数控铣床无换刀系统,其布局特点与加工中心相似。加工中心机床报价通常采用移动式立柱,工作台不升降,T形床身。T形床身可以做成一体,这样刚度和精度保持性能比较好,当然其铸造和加工工艺性差些。定制加工中心机床分离式T形床身的铸造和机械加工工艺性都大大改善,但联接部份要用定位键和专用的定位销定位,并用大尺寸螺栓紧用以保证刚度和精度。




