
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398

联系人:陈总
手机: 13515154398
传真: 0523-80931188
网址:http://www.hgsk.com
地址:泰州姜堰华港镇龙溪工业园区
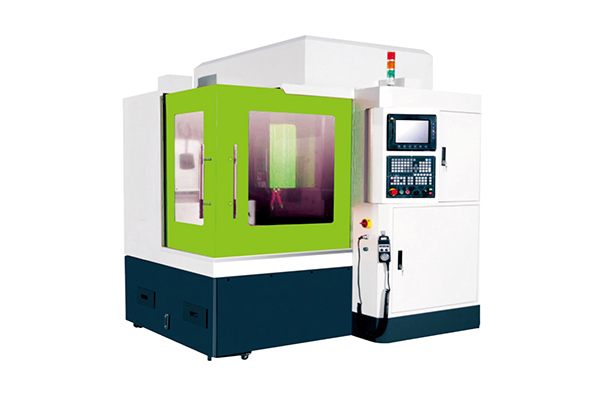
加工中心的特点,就是配备了利用计算机控制来实现的“工具自动更换功能”。常规的NC工作机需要依靠操作人员更换工具,而加工中心则能利用“更换臂”,从被称为“工具库”的工具收纳处自动更换工加工中心加工厂家具,进行加工。这样可以省去切换的麻烦,实现制造时的无人化、省力化,削减成本。近年来,在传统纵、横、高3轴加工的基础之上,新增进行旋转运动的2轴的“5轴加工中心”面世,能够进行更复杂形状的加工。供应加工中心加工要制造金属部件,一般而言除了面、槽打磨之外,还必须进行打孔、镗(扩大孔洞)、螺旋切削等多项加工。过 去,为了进行上述加工,需要区分使用铣床、立铣刀、钻头、镗削、丝锥等刀具工具。
自动化程度高,一次装夹,即能完成对工件的大部分或全部加工,保证了工件的加工精度,提高加工效率; 加工零件的质量稳定; 供应加工中心加工 对加工零件的适应性强,柔性高,灵活性好。简言之,其最主要的优点是,加工整体复杂工件时的辅助工作时间短,加工中心加工厂家大大缩短了零件的加丁时间,为企业新产品的研发节省大量的时间和费用。

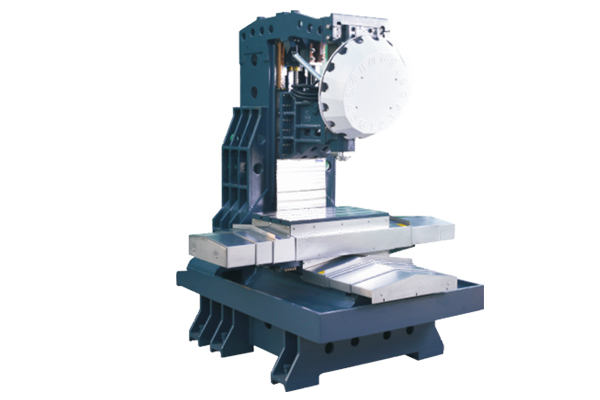
龙门刨铣床的主轴滚动轴承的合理布置,两支承主轴轴承的配置形式两支承主轴轴承的配置形式、包括主轴轴承的选型、组合以及布置。供应加工中心加工主要根据对所设计主轴部件在转速、承载能力、刚度以及精度等方面的要求。给出常用的两支承主轴滚动轴承的布置形式。在确定两支承主轴轴承配置形式时应遵循以下一般原则:龙门刨铣床适应刚度和承载能力的要求首先应满足所要求的刚度和承载能力。径向载荷较大时,加工中心加工厂家可选用轴承配置形式;较小时,可选用配置形式。此外,双列轴承比单列的刚度高。由于提高前支承的刚度能有效提高主轴部件的刚度,故提高刚度的轴承应配置在前支承。
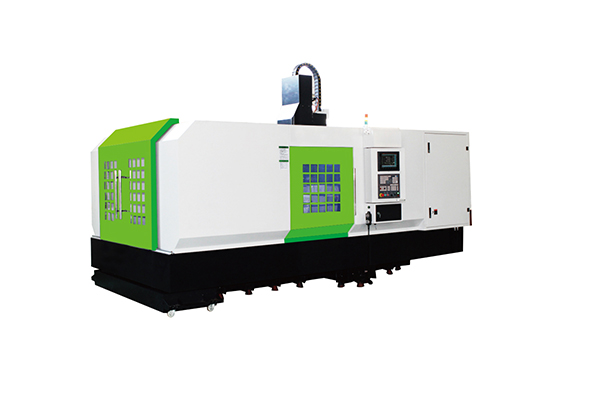
双工位交换工作台,当一个工作台在加工区内运行,另一工作台则在加工区外更换工件,为下一个工件的加工做准备,加工中心加工厂家采用较新直驱式电机传动机构,传动速度快,供应加工中心加工可实现4.5S工作台交换动作。使装夹与加工同步进行,对加工时间短、装夹频繁节拍要求高的零件加工具有明显优势,大大提高了设备的利用率。




