
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398

联系人:陈总
手机: 13515154398
传真: 0523-80931188
网址:http://www.hgsk.com
地址:泰州姜堰华港镇龙溪工业园区
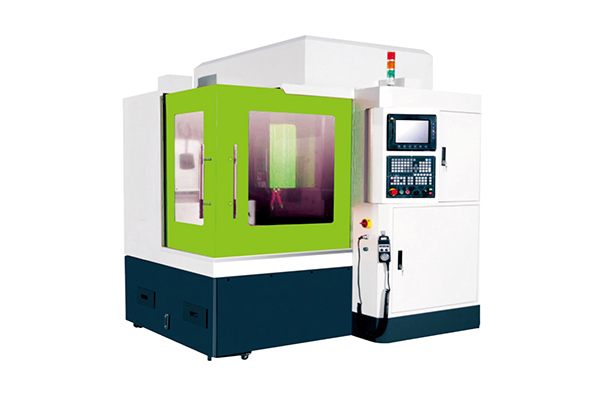
数控车床出产厂家建议您加工时找出发生共振的工件,定制大型加工中心改动频率,避免再次发生共振;重新考虑加工工艺,编制合理的程序;步进电机中的加工速率F不能设置过大;替换同步带;确定机床装置牢固,放置平稳,查看拖板是否过紧,间隙增大或刀架松动等。大型加工中心厂家另一个问题便是工件加工时的工序发生变化,但其它工序尺度。导致这种情况呈现的原因是这段程序参数不合理,不在预定轨道内,变成格局不契合说明书要求等。处理措施相对简单,查看螺纹程序段是否呈现乱码,或螺距不对,重新编制这段的程序。
严格按照设备用油要求进行加油,做到润滑的定时、定点定量、定质、人。操作前,应先启动机床液压润滑5一10分钟,定制大型加工中心 然后再用手动方式运转各运动轴,查看各部运转是否正常;确认运转正常、润滑良好、无任何报警、方能开始工作。工作前应根据工件材质、技术要求、刀具材料合理选择切削用量,正确编写加工程序,核对无误后方能进行试切及工件加工。大型加工中心厂家在开动机床各运动轴时,应注意观察周围环境有无障碍物,确认安全后方能开动。

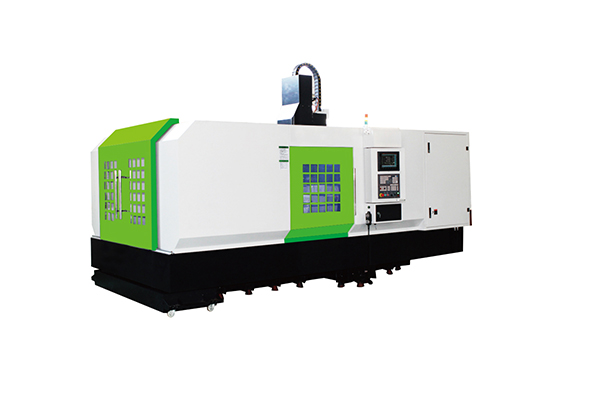
数控卧式加工中心的导轨采用款包容窄导向的设计原则,导轨淬火磨削,硬度可达hrc52以上,与其相配的导轨面贴塑,并采用间歇集中润滑,机床运动平稳,精度保持性好。定制大型加工中心数控转台为连续分度,采用德国进口INA平板式推力向心球轴承,以保证良好的传动刚性与优化的减震性能,大型加工中心厂家极大的改善了传动系统的动态刚性,可实现15m/min快速移动速度。

中国龙门加工中心原市场保有量少,大型加工中心厂家二手市场更是几乎没有。中国制造正在逐步迈向中国“智”造中国数控机床正在转向高速化、高精度化、复合化、智能化、开放化、并联驱动化、网络化、极端化、绿色化已成为数控机床发展的趋势和方向。中国作为一个制造大国,定制大型加工中心主要还是依靠劳动力、价格、资源等方面的比较优势维普龙门加工中心更是制造商的不二之选。

准备把勾形扳手、把锤子、个起子,打开主轴箱盖并放置平稳。用勾形扳手钩住主轴前螺母,逆时针方向扳动。若扳不动,大型加工中心厂家可用锤子轻击勾形扳手,哪里买数控车床,拧松螺母。旋松锁紧螺钉,再用勾形扳手逆时针方向扳紧调整螺母,调整完后,用起子拧紧锁紧螺钉,定制大型加工中心拧紧调整螺母。检查主轴轴承间隙大小,用手转动灵括,无阻滞现象,再 攻测量主轴的径向跳动和轴向窜动,两端数控车床报价,使其≤0 0imm,关闭主轴箱盖,使主轴高速运转ih,轴承温度≤60℃即可。

自动化程度高,一次装夹,即能完成对工件的大部分或全部加工,保证了工件的加工精度,提高加工效率; 加工零件的质量稳定; 定制大型加工中心 对加工零件的适应性强,柔性高,灵活性好。简言之,其最主要的优点是,加工整体复杂工件时的辅助工作时间短,大型加工中心厂家大大缩短了零件的加丁时间,为企业新产品的研发节省大量的时间和费用。




