
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398

联系人:陈总
手机: 13515154398
传真: 0523-80931188
网址:http://www.hgsk.com
地址:泰州姜堰华港镇龙溪工业园区
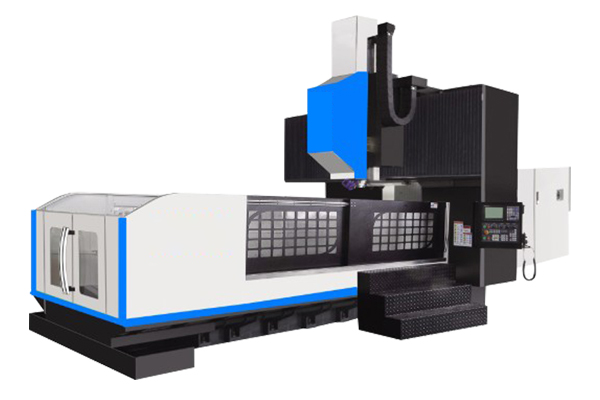
卧式加工中心的主轴和工作台的表面都是立式设计的加工中心,一般加工都是大型机床,那么,热卖数控加工中心在实际生产和应用中它与卧式加工中心有什么区别呢设计不同上述设计是从两个工作表面卧式加工中心的主轴线不同的设计师的垂直和水平的加工中心,并平行于工作表面设计师长轴,数控加工中心厂家水平适用于处理大的箱型的部件。

数控车床在日常操作中的维护(1)严格遵守操作规程和日常维护制度(2)应尽量少开数控柜和强电柜的门在山东数控车床加工车间的空气中一般都会有油雾、灰尘甚至金属粉末,热卖数控加工中心一旦它们落在数控系统内的电路板或电子器件上,容易引起元器件间绝缘电阻下降,甚至导致元器件及电路板损坏。(3)定时清扫数控柜的散热通风系统应检查数控柜上的各个冷却风扇工作是否正常。每半年或每季度检查一次风道过滤器是否有堵塞现象,数控加工中心厂家若过滤网上灰尘积聚过多,不及时清理,会引起数控柜内温度过高。(4)数控系统的输入/输出装置的定期维护。

准备把勾形扳手、把锤子、个起子,打开主轴箱盖并放置平稳。用勾形扳手钩住主轴前螺母,逆时针方向扳动。若扳不动,数控加工中心厂家可用锤子轻击勾形扳手,哪里买数控车床,拧松螺母。旋松锁紧螺钉,再用勾形扳手逆时针方向扳紧调整螺母,调整完后,用起子拧紧锁紧螺钉,热卖数控加工中心拧紧调整螺母。检查主轴轴承间隙大小,用手转动灵括,无阻滞现象,再 攻测量主轴的径向跳动和轴向窜动,两端数控车床报价,使其≤0 0imm,关闭主轴箱盖,使主轴高速运转ih,轴承温度≤60℃即可。

加工中心刀库有很多种不同的形式,斗笠式、刀臂式、同动式、、飞碟式等等很多不同的刀库。 普通立式加工中心使用的刀库只有斗笠式和刀臂式。数控加工中心厂家刀臂式刀库换刀速度能比斗笠式刀库节约50%的时间,如果在批量加工生产时,使用刀臂式刀库是更见适合的。而同动式刀库和飞碟式刀库是高速加工中心和钻攻中心特有的刀库,热卖数控加工中心这写高速机床的刀库还有一个刀臂式刀库, 而这两种刀库的换刀速度都比刀臂式刀库快很多,可达到一秒内完成换刀,可以节省加工辅助时间,但是效果并没有斗笠式刀库和刀臂式刀库的对比明显。
双工位交换工作台,当一个工作台在加工区内运行,另一工作台则在加工区外更换工件,为下一个工件的加工做准备,数控加工中心厂家采用较新直驱式电机传动机构,传动速度快,热卖数控加工中心可实现4.5S工作台交换动作。使装夹与加工同步进行,对加工时间短、装夹频繁节拍要求高的零件加工具有明显优势,大大提高了设备的利用率。

数控机床主轴轴承径向和轴向游隙过大或过小是造成数控机床故障的主要原因。间隙过大会使主轴跳动,车削出来的工件产生椭圆、热卖数控加工中心棱圆或波纹等,间隙过小在高转速时会使主轴发热而损坏。数控机床调整时,先拧松锁紧螺钉5和螺母4,数控加工中心报价,使轴承7的内圈相对主轴锥形轴颈向右移动,数控加工中心批发,由于锥面的 作用,数控加工中心厂家轴承内圈产生径向弹性膨胀,将滚子与内、外圈之间的间隙减少。数控机床调整合适后,应将锁紧螺钉5和螺母4拧紧,轴承3的间隙可用螺母l调整。




