
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398

联系人:陈总
手机: 13515154398
传真: 0523-80931188
网址:http://www.hgsk.com
地址:泰州姜堰华港镇龙溪工业园区

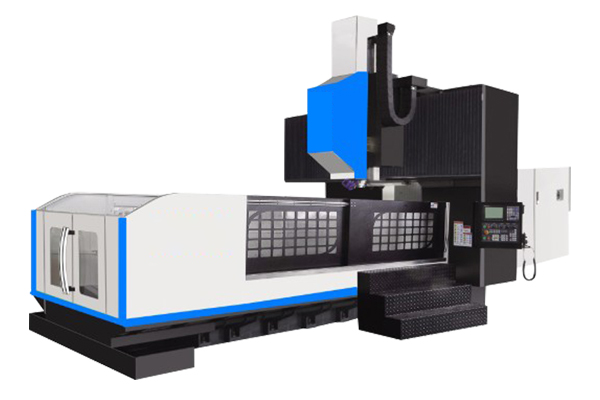
加工时间较短或工件数量较多的加工需求,微型加工中心价格由于工件交换所需时间的比例变大以及大量工件装夹的耗时增加,车削加工中心直接省去装夹、清洗等耗费的时间,节省了工件更换的时间,供应微型加工中心大大地提升了加工效率。由于加工中可以进行工件装夹,一个操作人员可以同时对应多台机器,促进了用人成本的减少。
严格按照设备用油要求进行加油,做到润滑的定时、定点定量、定质、人。操作前,应先启动机床液压润滑5一10分钟,供应微型加工中心 然后再用手动方式运转各运动轴,查看各部运转是否正常;确认运转正常、润滑良好、无任何报警、方能开始工作。工作前应根据工件材质、技术要求、刀具材料合理选择切削用量,正确编写加工程序,核对无误后方能进行试切及工件加工。微型加工中心价格在开动机床各运动轴时,应注意观察周围环境有无障碍物,确认安全后方能开动。

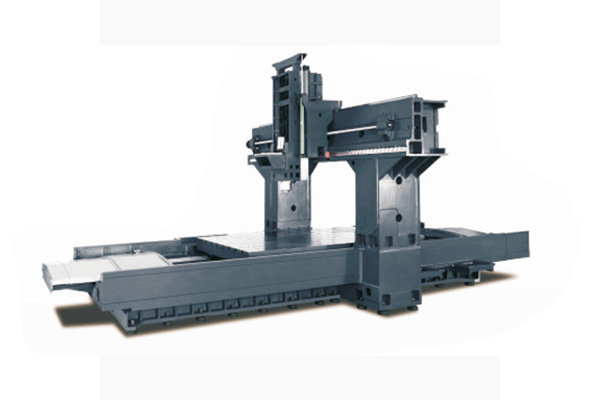
卧式加工中心的主轴和工作台的表面都是立式设计的加工中心,一般加工都是大型机床,那么,供应微型加工中心在实际生产和应用中它与卧式加工中心有什么区别呢设计不同上述设计是从两个工作表面卧式加工中心的主轴线不同的设计师的垂直和水平的加工中心,并平行于工作表面设计师长轴,微型加工中心价格水平适用于处理大的箱型的部件。

数控功能分为基本功能与选择功能。供应微型加工中心基本功能是必然提供的,而选择功能只有当用户选择了这些功能后,厂家才会提供,需另行加价,且价格一般较高。总体而言,微型加工中心价格数控系统的功能一定要根据加工中心的性能需要来选择,订购时既要把需要的功能订全,不能遗漏,同时避免使用率不高而造成浪费,还需注意各功能之间的关联性。

数控机床具有以下特点:加工精度高,供应微型加工中心加工质量稳定;可进行多坐标联动,加工形状复杂的零件;当加工零件发生变化时,一般只需改变数控程序,即可节省生产准备时间;机床本身精度高、刚度高,可选择适宜的加工量和较高的生产率(一般是普通机床的3-5倍);微型加工中心价格机床自动化程度高,可降低劳动强度;对操作人员的素质要求更高,对维修人员的技术要求也更高。
以确保在工件主轴的行程范围内的处理内容完成。试着在一个夹具中完成所有的加工内容。当需要更换夹紧点时,供应微型加工中心应特别注意不要因更换夹紧点而损坏定位精度,必要时在工艺文件中说明。夹具底面与工作台接触时,夹具底面平面度必须在0.01-0.02MM范围内,表面粗糙度不大于ra3.2um。 夹具应尽可能少的元件和高刚度。为了简化定位和安全,微型加工中心价格应在夹具相对于加工原点的每个定位表面上提供准确的坐标尺寸。加工中心相互作用表,表由于移动,托盘,和下托的旋转操作中,夹持工具的设计必须能防止空间干扰和机床。




