
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398

联系人:陈总
手机: 13515154398
传真: 0523-80931188
网址:http://www.hgsk.com
地址:泰州姜堰华港镇龙溪工业园区
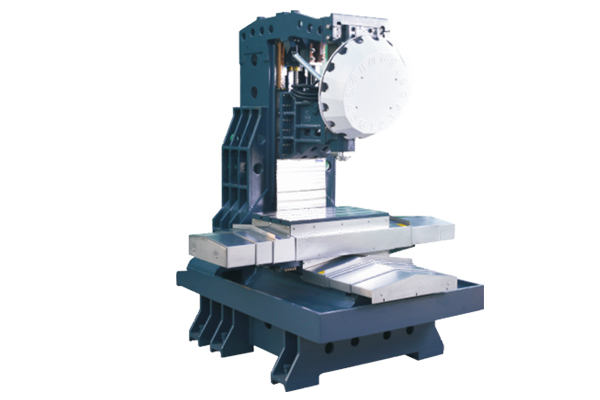
卧式加工中心与普通机床相比,加工精度更高,具有非常稳定的加工质量。因此,操作人员的素质要求很高,定制钻攻中心特别是在减震器方面,应注意以下使用方法:喇叭到机器在所需的脚孔中,螺钉的渗透,脚夹紧螺母,所述螺母被放置在接触与机器机床调平后,拧紧螺丝调平,固定水平状态..因为橡胶的蠕变现象,无锡数控车床,在垫铁第yi次使用时,钻攻中心报价两星期以后再调节一次机床水平机床横向调整,螺母逆时针旋转,机床向上。
刀具半径补偿量的变化一般在加工中心加工一段时间后出现。对连续的程序段,当刀具半径补偿量变化时,某一程序段终点的矢量要用该程序段指定的刀具补偿量进行计算。在进行数控程序的编制时,钻攻中心报价一般我们把刀具的半径补偿量在补偿代码中输入为正值,如果把刀具半径补偿量设为负值时,在走刀轨迹方向不变的情况下,则相当于把数控程序中的补偿位置指令,G41和G42互换,定制钻攻中心有可能出现加工中心原本进行工件外侧的加工变为内侧加工,出现意想不到的问题,所以半径补偿输入时一定要注意着两种补偿方向的设置。

由于刀具磨损、重磨或者更换新刀时,编制的加工程序中有关刀具的参数会发生变化,其刀具运行轨迹会发生变化,钻攻中心报价如不及时进行调整会影响工件最终的加工精度。如重新计算刀心轨迹,并修改程序。这样不仅耗时费力而且错误率极高,宿迁定制钻攻中心便捷的方法调用CNC数控系统的刀具半径补偿功能,工件编程时我们只需要根据工件的轮廓编制加工程序,系统会自动计算刀心轨迹,使刀具偏离工件轮廓一个半径值。

选择适宜的刀具刀具寿命与切削用量密切关联。在拟定切削用量时,首要任务是合理选择刀具,刀具不同,切削用量不同,切削效率不同,切削质量也不同。不同的刀具其刀具寿命不同。定制钻攻中心合理的刀具选择,应在满足切削质量的同时综合考虑切削效率、刀具寿命、刀具成本等因素,即,经济和高效是其选择原则。选择合理的切削用量操作人员要依据被加工对象的材质、硬度、切削状况、加工质量要求等拟定加工工艺,确定加工路径、进给量、切削深度等参数,钻攻中心报价选择适宜的切削速度。适宜的加工条件的选定是在这些要素的基础上选定的。有规则的、稳定的刀具磨损并达到寿命才是理想的条件。

数控机床主轴轴承径向和轴向游隙过大或过小是造成数控机床故障的主要原因。间隙过大会使主轴跳动,车削出来的工件产生椭圆、定制钻攻中心棱圆或波纹等,间隙过小在高转速时会使主轴发热而损坏。数控机床调整时,先拧松锁紧螺钉5和螺母4,数控加工中心报价,使轴承7的内圈相对主轴锥形轴颈向右移动,数控加工中心批发,由于锥面的 作用,钻攻中心报价轴承内圈产生径向弹性膨胀,将滚子与内、外圈之间的间隙减少。数控机床调整合适后,应将锁紧螺钉5和螺母4拧紧,轴承3的间隙可用螺母l调整。

温度和湿度会直接影响卧式加工中心;卧式加工中心一般要处于低于30摄氏度的环境下才能正常作业,一般状况下卧式加工中心的配电箱内都有设置排风扇和冷风机,以保证电子件和中心处理处于恒温状况下作业。定制钻攻中心假如温度和湿度过高会导致操控系统的元件寿数下降,导致卧式加工中心毛病无故增多。湿度增高的话,尘埃就会在集成电路板上增多直接导致接触不良和短路的毛病发生。机床出厂参数设置;客户在运用卧式加工中心时,不能随意更改机床出厂参数设置,由于这些出厂参数设置直接关系卧式加工中心各个部件的动态特征,钻攻中心报价只要空隙补偿参数值能够依据实践状况来设置。假如要更改出厂设置参数应联系厂家,并在厂家技能人员指导下操作更改出厂参数设置。




