
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398

联系人:陈总
手机: 13515154398
传真: 0523-80931188
网址:http://www.hgsk.com
地址:泰州姜堰华港镇龙溪工业园区

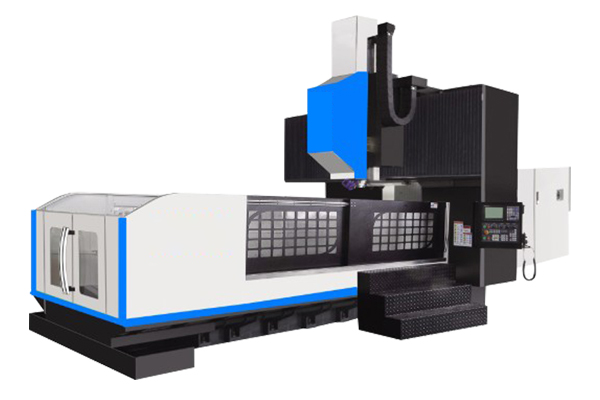
数控卧式加工中心的主轴采用宽裕电机驱动,扭矩大。良好的性价比,出厂精度按国家标准压缩30%,属精密级加工中心。定制数控加工中心分度台为1×360,鼠齿盘定位,定位精度高。换刀装置采用台湾刀库凸轮机械手,性能可靠,换刀时间短。五、数控卧式加工中心采用三维造型设计,美观大方。数控加工中心厂家数控卧式加工中心采用倒‘T’型布局,立柱移动,刚性好。

卧式加工中心是指工作台与主轴并联的加工中心。卧式加工中心通常有三个直线运动坐标轴和一个工作台旋转轴。数控加工中心厂家可以用于夹装工件-卧式加工中心,数控加工中心根据程序选择不同的刀具,自动改变主轴速度,案编程的顺序,以便完成多个用于多个这种壳体加工中心的台阶面的的处理加工大部分地区。关于卧式加工中心注意的要点。
数控卧式加工中心的导轨采用款包容窄导向的设计原则,导轨淬火磨削,硬度可达hrc52以上,与其相配的导轨面贴塑,并采用间歇集中润滑,机床运动平稳,精度保持性好。定制数控加工中心数控转台为连续分度,采用德国进口INA平板式推力向心球轴承,以保证良好的传动刚性与优化的减震性能,数控加工中心厂家极大的改善了传动系统的动态刚性,可实现15m/min快速移动速度。

严禁把超重、超长的刀具装入刀库,防止在机械手换刀时掉刀或刀具与工件、夹具等发生碰撞。顺序选刀方式必须注意刀具放置在刀库中的顺序要正确,其他选刀方式也要注意所换刀具是否与所需刀具一致,定制数控加工中心防止换错刀具导致事故发生。用手动方式往刀库上装刀时,要确保装到位,装牢靠,并检查刀座上的锁紧装置是否可靠。数控加工中心厂家经常检查刀库的回零位置是否正确,检查机床主轴回换刀点位置是否到位,发现问题要及时调整,否则不能完成换刀动作。

加工中心是使用钻头很多的,钻铣床还有小台钻用量也不小。这些机床使用钻头的讲究可以说很多,目前市场上的加工水平越来越高。在这方面的投资和研发工作相当多,很多新产品不断问世。其中有一项就是对钻头的表面进行抛光处理。这项技术到底好不好,很多人并不了解,数控加工中心厂家下面汉工数控来详细介绍一下。钻头表面抛光处理这项技术优势是当前水平的10倍左右。为什么会怎么说呢?运用现在的放大技术观察钻头的表面,就会发现有很多划痕有很多创伤,坑坑洼洼。如果这种转头连续使用,就会是表面创伤扩大造成更大的损伤。定制数控加工中心在表面上看来钻头显得粗糙不光滑,实际使用寿命就会下降。如果我们运用一种方法把表面创伤进行修复,不再继续扩大,这样一来就会大大延长寿命事实证明这种方法的钻头寿命是一般钻头10到15倍左右。

以确保在工件主轴的行程范围内的处理内容完成。试着在一个夹具中完成所有的加工内容。当需要更换夹紧点时,定制数控加工中心应特别注意不要因更换夹紧点而损坏定位精度,必要时在工艺文件中说明。夹具底面与工作台接触时,夹具底面平面度必须在0.01-0.02MM范围内,表面粗糙度不大于ra3.2um。 夹具应尽可能少的元件和高刚度。为了简化定位和安全,数控加工中心厂家应在夹具相对于加工原点的每个定位表面上提供准确的坐标尺寸。加工中心相互作用表,表由于移动,托盘,和下托的旋转操作中,夹持工具的设计必须能防止空间干扰和机床。




