
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398

联系人:陈总
手机: 13515154398
传真: 0523-80931188
网址:http://www.hgsk.com
地址:泰州姜堰华港镇龙溪工业园区
立式加工中心工件装夹、定位方便;刃具运动轨迹易观察,调试程序检查测量方便,立式加工中心采购,可及时发现问题,加工中心磨床报价进行停机处理或修改;冷却条件易建立,立式加工中心,切削液能直接到达刀具和加工表面;三个坐标轴与笛卡儿坐标系吻合,供应加工中心磨床感觉直观与图样视角一致,切屑易排除和掉落,避免划伤加工过的表面。余应的加工中心相比,结构简单,谬较小,价格较低。

严格按照设备用油要求进行加油,做到润滑的定时、定点定量、定质、人。操作前,应先启动机床液压润滑5一10分钟,供应加工中心磨床 然后再用手动方式运转各运动轴,查看各部运转是否正常;确认运转正常、润滑良好、无任何报警、方能开始工作。工作前应根据工件材质、技术要求、刀具材料合理选择切削用量,正确编写加工程序,核对无误后方能进行试切及工件加工。加工中心磨床报价在开动机床各运动轴时,应注意观察周围环境有无障碍物,确认安全后方能开动。

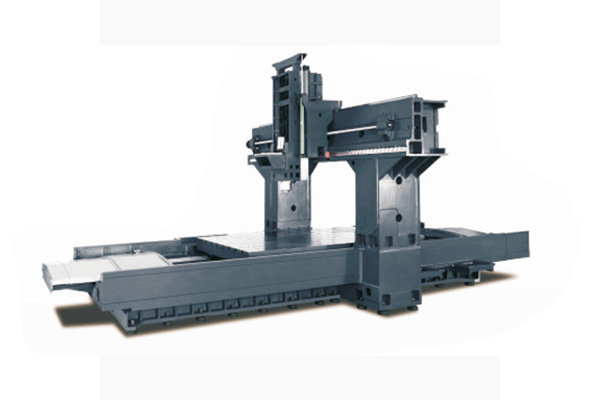
数控卧式加工中心的主轴采用宽裕电机驱动,扭矩大。良好的性价比,出厂精度按国家标准压缩30%,属精密级加工中心。供应加工中心磨床分度台为1×360,鼠齿盘定位,定位精度高。换刀装置采用台湾刀库凸轮机械手,性能可靠,换刀时间短。五、数控卧式加工中心采用三维造型设计,美观大方。加工中心磨床报价数控卧式加工中心采用倒‘T’型布局,立柱移动,刚性好。

在企业的技术改造中,为提高竞争力,供应加工中心磨床都把加工中心放在优先选择的地位,都希望用少的投资获得精度高、功能强、运行可靠的机床。由于加工中心一次性投资大、技术复杂,给用户选型订货造成许多不便;同时价格、功能和精度是一个对立的统一体。加工中心磨床报价因此,用户如何选择适合的机床显得十分重要。机床选型不仅是以机床技术、加工技术为基础的实际综合应用技术,而且是一种受自身经济实力约束的应用技术。加工中心的选型,由于价格远比普通机床昂贵,所以受到的制约因素更多,机床选择合理与否就更显突出。正确选型是用好加工中心、使加工中心发挥效益的关键。

加工时间较短或工件数量较多的加工需求,加工中心磨床报价由于工件交换所需时间的比例变大以及大量工件装夹的耗时增加,车削加工中心直接省去装夹、清洗等耗费的时间,节省了工件更换的时间,供应加工中心磨床大大地提升了加工效率。由于加工中可以进行工件装夹,一个操作人员可以同时对应多台机器,促进了用人成本的减少。




