
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398

联系人:陈总
手机: 13515154398
传真: 0523-80931188
网址:http://www.hgsk.com
地址:泰州姜堰华港镇龙溪工业园区

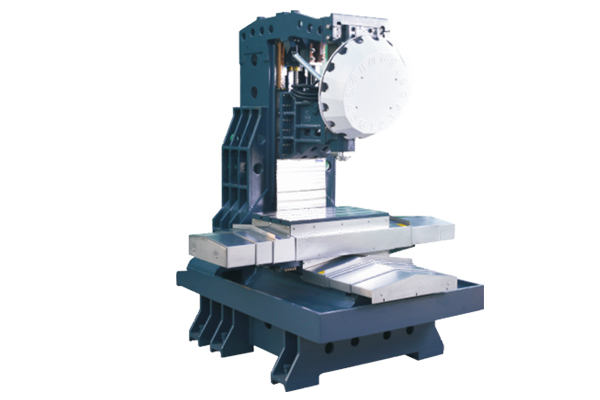
数控卧式加工中心的导轨采用款包容窄导向的设计原则,导轨淬火磨削,硬度可达hrc52以上,与其相配的导轨面贴塑,并采用间歇集中润滑,机床运动平稳,精度保持性好。供应加工中心铣床数控转台为连续分度,采用德国进口INA平板式推力向心球轴承,以保证良好的传动刚性与优化的减震性能,加工中心铣床报价极大的改善了传动系统的动态刚性,可实现15m/min快速移动速度。

准备把勾形扳手、把锤子、个起子,打开主轴箱盖并放置平稳。用勾形扳手钩住主轴前螺母,逆时针方向扳动。若扳不动,加工中心铣床报价可用锤子轻击勾形扳手,哪里买数控车床,拧松螺母。旋松锁紧螺钉,再用勾形扳手逆时针方向扳紧调整螺母,调整完后,用起子拧紧锁紧螺钉,供应加工中心铣床拧紧调整螺母。检查主轴轴承间隙大小,用手转动灵括,无阻滞现象,再 攻测量主轴的径向跳动和轴向窜动,两端数控车床报价,使其≤0 0imm,关闭主轴箱盖,使主轴高速运转ih,轴承温度≤60℃即可。
数控加工中心是一种带有刀库并能自动更换刀具,对工件能够在一定的范围内进行多种加工操作的数控机床。供应加工中心铣床它是从数控铣床发展而来的。加工中心铣床与数控铣床的Z大区别在于加工中心具有自动交换加工刀具的能力,通过在刀库上安装不同用途的刀具,可在一次装夹中通过自动换刀装置改变主轴上的加工刀具,实现多种加工功能。

所谓切削加工,就是在控制金属等材料(加工物)与工具相对运动的同时,通过磨削、开孔,塑造出目标形状的技术。切削加工大致可分为2类,分别是固定加工物、控制工具旋转的“铣削”,供应加工中心铣床以及旋转加工物的“车削”。铣床加工通过旋转安装在旋转轴上的、名为铣刀盘的切削工具,来进行切削的加工。该工艺会用工具间断地锉磨固定的加工物进行切削,因此不仅能将加工物表面加工成平面、曲面,还能实现打孔、切槽等各类加工。根据安装工具的主轴的方向,铣刀盘可分为卧式、立式,还有主体呈门状的门式等种类,可利用正面铣刀、立铣刀、槽铣刀等工具,加工中心铣床报价将加工物加工成目标形状。通用铣削是由操作人员手动进行操作的铣床加工。在控制工具与加工物相对移动的同时,操作人员需要自行判断设定工具的位置、送刀、速度、切入量等加工条件。能够实现只有手动才能达成的精细加工,获得高品质成品。

中国龙门加工中心原市场保有量少,加工中心铣床报价二手市场更是几乎没有。中国制造正在逐步迈向中国“智”造中国数控机床正在转向高速化、高精度化、复合化、智能化、开放化、并联驱动化、网络化、极端化、绿色化已成为数控机床发展的趋势和方向。中国作为一个制造大国,供应加工中心铣床主要还是依靠劳动力、价格、资源等方面的比较优势维普龙门加工中心更是制造商的不二之选。

CNC加工中心数控机床作为高精度机床,防撞是十分必要的,要求操作者养成仔细慎重的习惯,按正确的办法操作机床,供应加工中心铣床削减机床撞刀现象发作。随着技能的发展出现了加工过程中刀具损坏检测、机床防碰击检测、机床自适应加工等先进技能,加工中心铣床报价这些可以更好地维护数控机床。概括起来9点原因:(1)程序编写过错工艺组织过错,工序承接联系考虑不周详,参数设定过错。(2)程序单备注过错(3)程序传输过错(4)选刀过错。




