
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398

联系人:陈总
手机: 13515154398
传真: 0523-80931188
网址:http://www.hgsk.com
地址:泰州姜堰华港镇龙溪工业园区
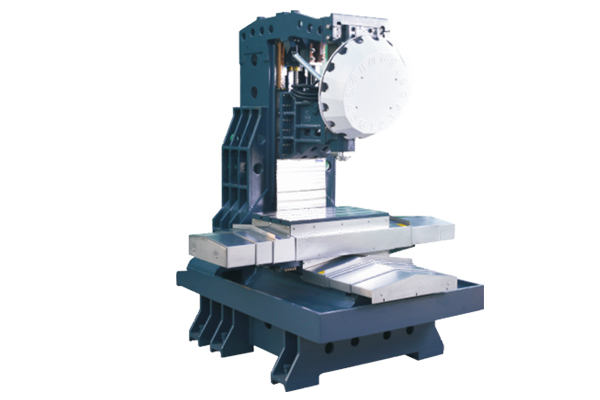
严格按照设备用油要求进行加油,做到润滑的定时、定点定量、定质、人。操作前,应先启动机床液压润滑5一10分钟,定制龙门加工中心 然后再用手动方式运转各运动轴,查看各部运转是否正常;确认运转正常、润滑良好、无任何报警、方能开始工作。工作前应根据工件材质、技术要求、刀具材料合理选择切削用量,正确编写加工程序,核对无误后方能进行试切及工件加工。龙门加工中心厂家在开动机床各运动轴时,应注意观察周围环境有无障碍物,确认安全后方能开动。

卧式加工中心的主轴和工作台的表面都是立式设计的加工中心,一般加工都是大型机床,那么,定制龙门加工中心在实际生产和应用中它与卧式加工中心有什么区别呢设计不同上述设计是从两个工作表面卧式加工中心的主轴线不同的设计师的垂直和水平的加工中心,并平行于工作表面设计师长轴,龙门加工中心厂家水平适用于处理大的箱型的部件。

准备把勾形扳手、把锤子、个起子,打开主轴箱盖并放置平稳。用勾形扳手钩住主轴前螺母,逆时针方向扳动。若扳不动,龙门加工中心厂家可用锤子轻击勾形扳手,哪里买数控车床,拧松螺母。旋松锁紧螺钉,再用勾形扳手逆时针方向扳紧调整螺母,调整完后,用起子拧紧锁紧螺钉,定制龙门加工中心拧紧调整螺母。检查主轴轴承间隙大小,用手转动灵括,无阻滞现象,再 攻测量主轴的径向跳动和轴向窜动,两端数控车床报价,使其≤0 0imm,关闭主轴箱盖,使主轴高速运转ih,轴承温度≤60℃即可。

刀具半径补偿量的变化一般在加工中心加工一段时间后出现。对连续的程序段,当刀具半径补偿量变化时,某一程序段终点的矢量要用该程序段指定的刀具补偿量进行计算。在进行数控程序的编制时,龙门加工中心厂家一般我们把刀具的半径补偿量在补偿代码中输入为正值,如果把刀具半径补偿量设为负值时,在走刀轨迹方向不变的情况下,则相当于把数控程序中的补偿位置指令,G41和G42互换,定制龙门加工中心有可能出现加工中心原本进行工件外侧的加工变为内侧加工,出现意想不到的问题,所以半径补偿输入时一定要注意着两种补偿方向的设置。




