
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398

联系人:陈总
手机: 13515154398
传真: 0523-80931188
网址:http://www.hgsk.com
地址:泰州姜堰华港镇龙溪工业园区

加工中心的特点,就是配备了利用计算机控制来实现的“工具自动更换功能”。常规的NC工作机需要依靠操作人员更换工具,而加工中心则能利用“更换臂”,从被称为“工具库”的工具收纳处自动更换工复合加工中心报价具,进行加工。这样可以省去切换的麻烦,实现制造时的无人化、省力化,削减成本。近年来,在传统纵、横、高3轴加工的基础之上,新增进行旋转运动的2轴的“5轴加工中心”面世,能够进行更复杂形状的加工。定制复合加工中心要制造金属部件,一般而言除了面、槽打磨之外,还必须进行打孔、镗(扩大孔洞)、螺旋切削等多项加工。过 去,为了进行上述加工,需要区分使用铣床、立铣刀、钻头、镗削、丝锥等刀具工具。
所谓切削加工,就是在控制金属等材料(加工物)与工具相对运动的同时,通过磨削、开孔,塑造出目标形状的技术。切削加工大致可分为2类,分别是固定加工物、控制工具旋转的“铣削”,定制复合加工中心以及旋转加工物的“车削”。铣床加工通过旋转安装在旋转轴上的、名为铣刀盘的切削工具,来进行切削的加工。该工艺会用工具间断地锉磨固定的加工物进行切削,因此不仅能将加工物表面加工成平面、曲面,还能实现打孔、切槽等各类加工。根据安装工具的主轴的方向,铣刀盘可分为卧式、立式,还有主体呈门状的门式等种类,可利用正面铣刀、立铣刀、槽铣刀等工具,复合加工中心报价将加工物加工成目标形状。通用铣削是由操作人员手动进行操作的铣床加工。在控制工具与加工物相对移动的同时,操作人员需要自行判断设定工具的位置、送刀、速度、切入量等加工条件。能够实现只有手动才能达成的精细加工,获得高品质成品。

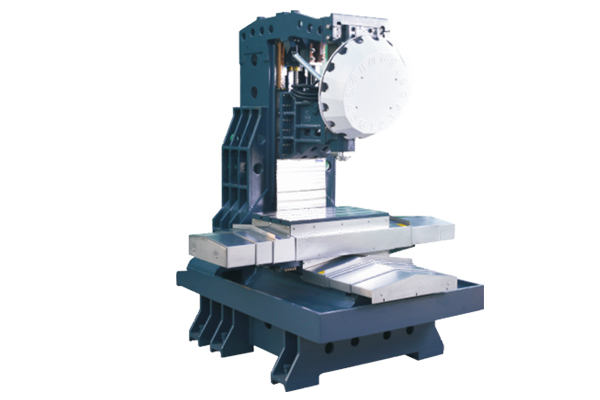
数控加工中心是一种带有刀库并能自动更换刀具,对工件能够在一定的范围内进行多种加工操作的数控机床。定制复合加工中心它是从数控铣床发展而来的。复合加工中心与数控铣床的Z大区别在于加工中心具有自动交换加工刀具的能力,通过在刀库上安装不同用途的刀具,可在一次装夹中通过自动换刀装置改变主轴上的加工刀具,实现多种加工功能。

程序设计有绝对程序设计和相对程序设计。定制复合加工中心相对编程是指以每一直线段的起点作为加工轮廓曲线的坐标原点所确定的坐标系。也就是说,相对规划的坐标原点经常发生变化,当位移连续时,不可避免地会出现累积误差。绝对编程是在整个加工过程中,有相对统一的基准点,即坐标原点,所以累积误差小于相对编程。当NC车削工件时,复合加工中心报价工件的径向尺寸精度一般高于轴向尺寸。因此,在编程时,最好对径向尺寸采用绝对编程。考虑到加工和编程的方便性,轴尺寸通常采用相对编程,但对于轴的重要尺寸,绝对编程比较好。

龙门刨铣床的主轴滚动轴承的合理布置,两支承主轴轴承的配置形式两支承主轴轴承的配置形式、包括主轴轴承的选型、组合以及布置。定制复合加工中心主要根据对所设计主轴部件在转速、承载能力、刚度以及精度等方面的要求。给出常用的两支承主轴滚动轴承的布置形式。在确定两支承主轴轴承配置形式时应遵循以下一般原则:龙门刨铣床适应刚度和承载能力的要求首先应满足所要求的刚度和承载能力。径向载荷较大时,复合加工中心报价可选用轴承配置形式;较小时,可选用配置形式。此外,双列轴承比单列的刚度高。由于提高前支承的刚度能有效提高主轴部件的刚度,故提高刚度的轴承应配置在前支承。

加工时间较短或工件数量较多的加工需求,复合加工中心报价由于工件交换所需时间的比例变大以及大量工件装夹的耗时增加,车削加工中心直接省去装夹、清洗等耗费的时间,节省了工件更换的时间,定制复合加工中心大大地提升了加工效率。由于加工中可以进行工件装夹,一个操作人员可以同时对应多台机器,促进了用人成本的减少。




