
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398
努力打造中国数控机床行业品牌
![]() 台湾原厂技术
台湾原厂技术 ![]() 厂家直销
厂家直销
服务热线:
13515154398

联系人:陈总
手机: 13515154398
传真: 0523-80931188
网址:http://www.hgsk.com
地址:泰州姜堰华港镇龙溪工业园区
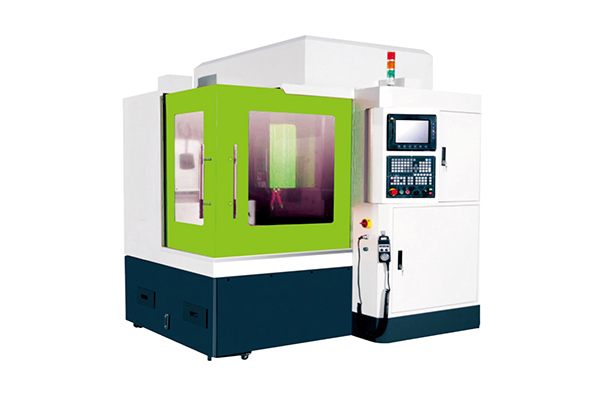
立式加工中心工件装夹、定位方便;刃具运动轨迹易观察,调试程序检查测量方便,立式加工中心采购,可及时发现问题,龙门雕铣机厂家进行停机处理或修改;冷却条件易建立,立式加工中心,切削液能直接到达刀具和加工表面;三个坐标轴与笛卡儿坐标系吻合,供应龙门雕铣机感觉直观与图样视角一致,切屑易排除和掉落,避免划伤加工过的表面。余应的加工中心相比,结构简单,谬较小,价格较低。
准备把勾形扳手、把锤子、个起子,打开主轴箱盖并放置平稳。用勾形扳手钩住主轴前螺母,逆时针方向扳动。若扳不动,龙门雕铣机厂家可用锤子轻击勾形扳手,哪里买数控车床,拧松螺母。旋松锁紧螺钉,再用勾形扳手逆时针方向扳紧调整螺母,调整完后,用起子拧紧锁紧螺钉,供应龙门雕铣机拧紧调整螺母。检查主轴轴承间隙大小,用手转动灵括,无阻滞现象,再 攻测量主轴的径向跳动和轴向窜动,两端数控车床报价,使其≤0 0imm,关闭主轴箱盖,使主轴高速运转ih,轴承温度≤60℃即可。

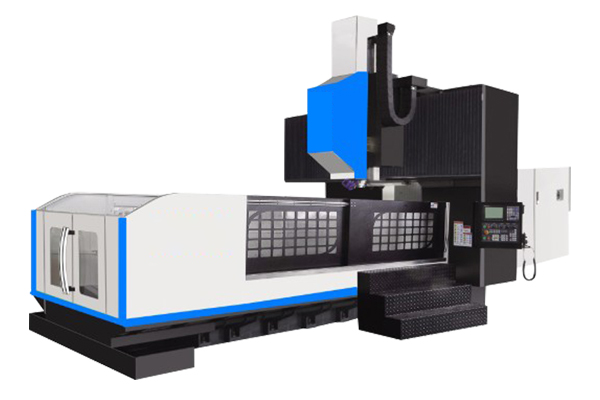
卧式加工中心的类型多样的局形式随卧式和立式、工作台做进给运动和轴箱进给运动的不同而不同,但从总体来看,不外乎由基础部件、主轴部件、数控系统、自动换刀系统、自动交换托盘系统和辅助系统几大部分构成。数控铣床无换刀系统,其布局特点与加工中心相似。龙门雕铣机厂家通常采用移动式立柱,工作台不升降,T形床身。T形床身可以做成一体,这样刚度和精度保持性能比较好,当然其铸造和加工工艺性差些。供应龙门雕铣机分离式T形床身的铸造和机械加工工艺性都大大改善,但联接部份要用定位键和专用的定位销定位,并用大尺寸螺栓紧用以保证刚度和精度。

刀库的故障刀库的主要故障有:龙门雕铣机厂家刀库不能转动或转动不到位;刀套不能夹紧刀具;刀套上下不到位等。刀库不能转动或转动不到位 刀库不能转动的原因可能有:联接电动机轴与蜗杆轴的联轴器松动;供应龙门雕铣机变频器故障,应检查变频器的输入、输出电压是否正常;PLC无控制输出,可能是接口板中的继电器失效;机械连接过紧;电网电压过低。




